 |  | Dieses Blechteil wird auf zwei Maschinen in zwei Prozess-Schritten gerfertigt: Stanzen und Biegen.
 Teil A Teil A |
| |
 | | Dieses Blechteil wird fast komplett auf einer Kombimaschine gefertigt nur die drei Abkantungen muss eine Biegemaschine machen.
Teil B |
| |
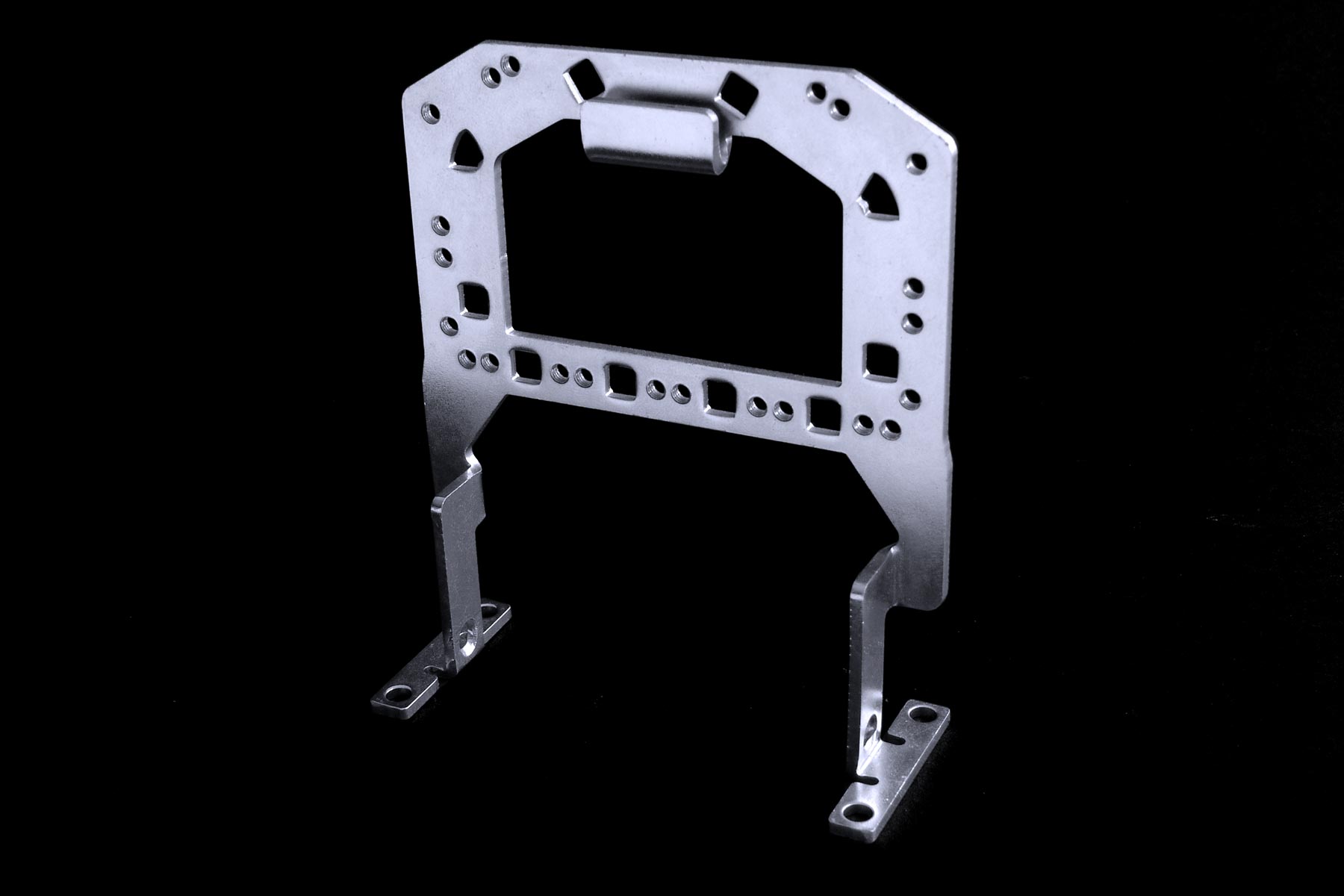
 | | Ein perfektes kleines Teil: Außenkanten gelasert Durchbrüche gestanzt.
Teil C |
| |
 | | Hier haben wir eine weitere Platine als Beispiel für Sie bereitgestellt.
Teil D |
| |
 | | Dieses Blechteil hat gleich zwei Besonderheiten. Es ist extrem klein und wird auf einer einzigen Maschine gefertigt.
Teil E |
| |
 | | Dieses kleine Blechteil ist bei uns ein Massenartikel. Wir haben uns also ganz genau überlegt, wie wir es rationell fertigen können.
Teil F |
| |
 | | Das ist ein typisches Teil für eine Lasermaschine, obwohl die vielen Durchbrüche suggerieren es könnte sich um ein Stanzteil handeln.
Teil G |
| |
 | | Sicken im Blech haben einen Vorteil: Sie machen das Blech stabil und der Kunde kann an der Materialdicke sparen.
Teil H |
| |
 | | Das Beste zum Schluss. Diese Blechteil wird komplett automatisiert gefertigt.
Teil I |
| |


 Teil A
Teil A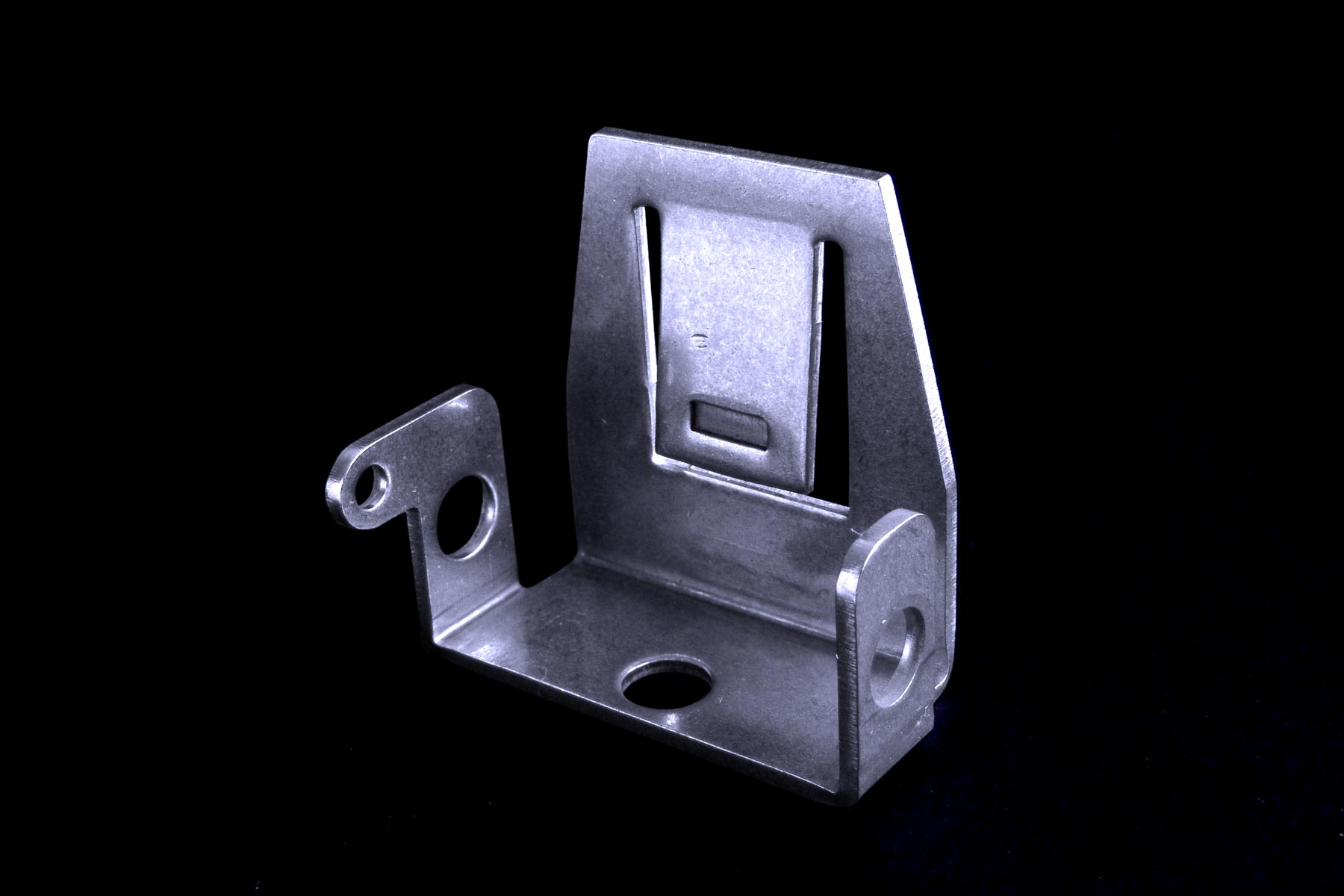 Teil B
Teil B Teil C
Teil C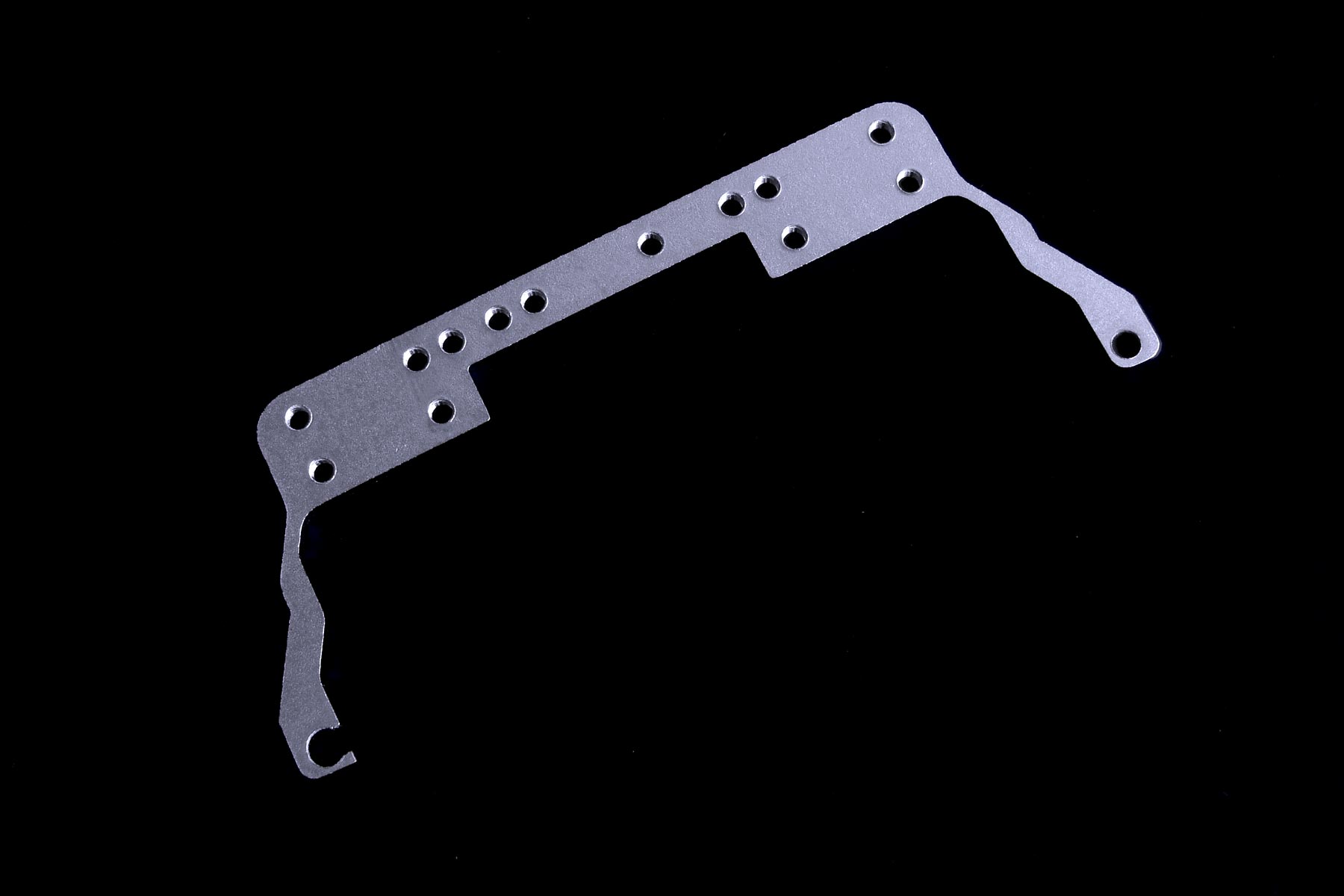 Teil D
Teil D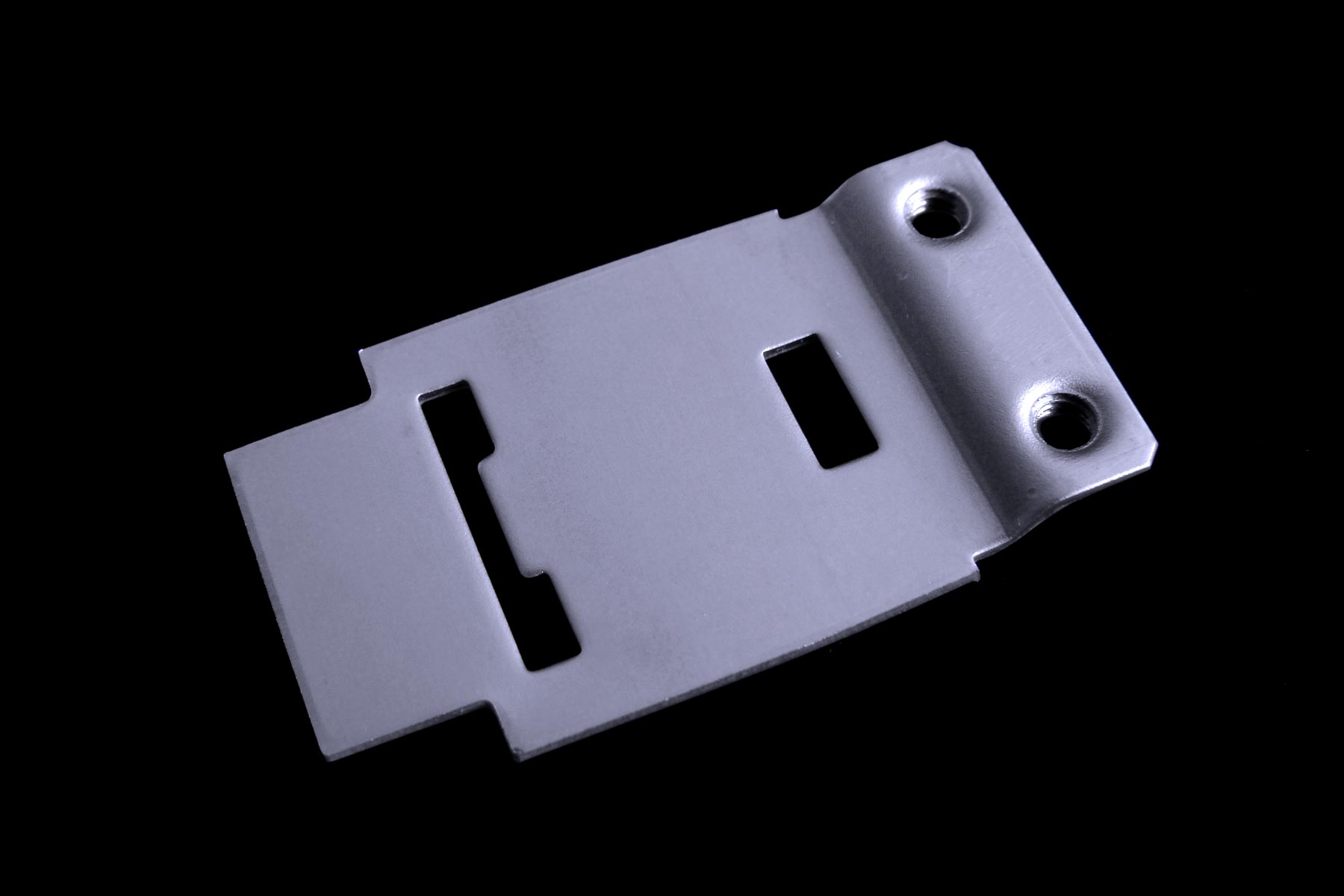 Teil E
Teil E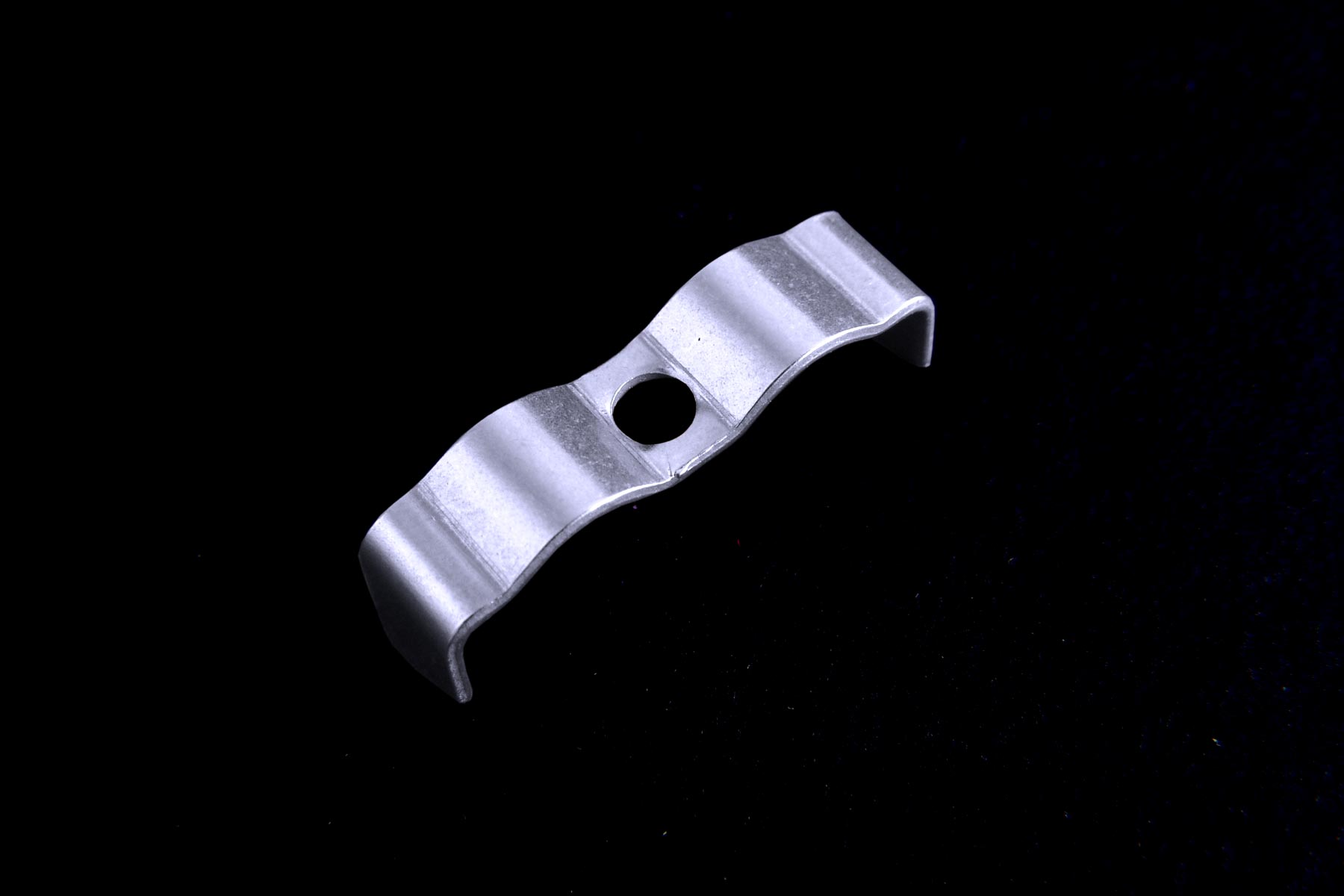 Teil F
Teil F Teil G
Teil G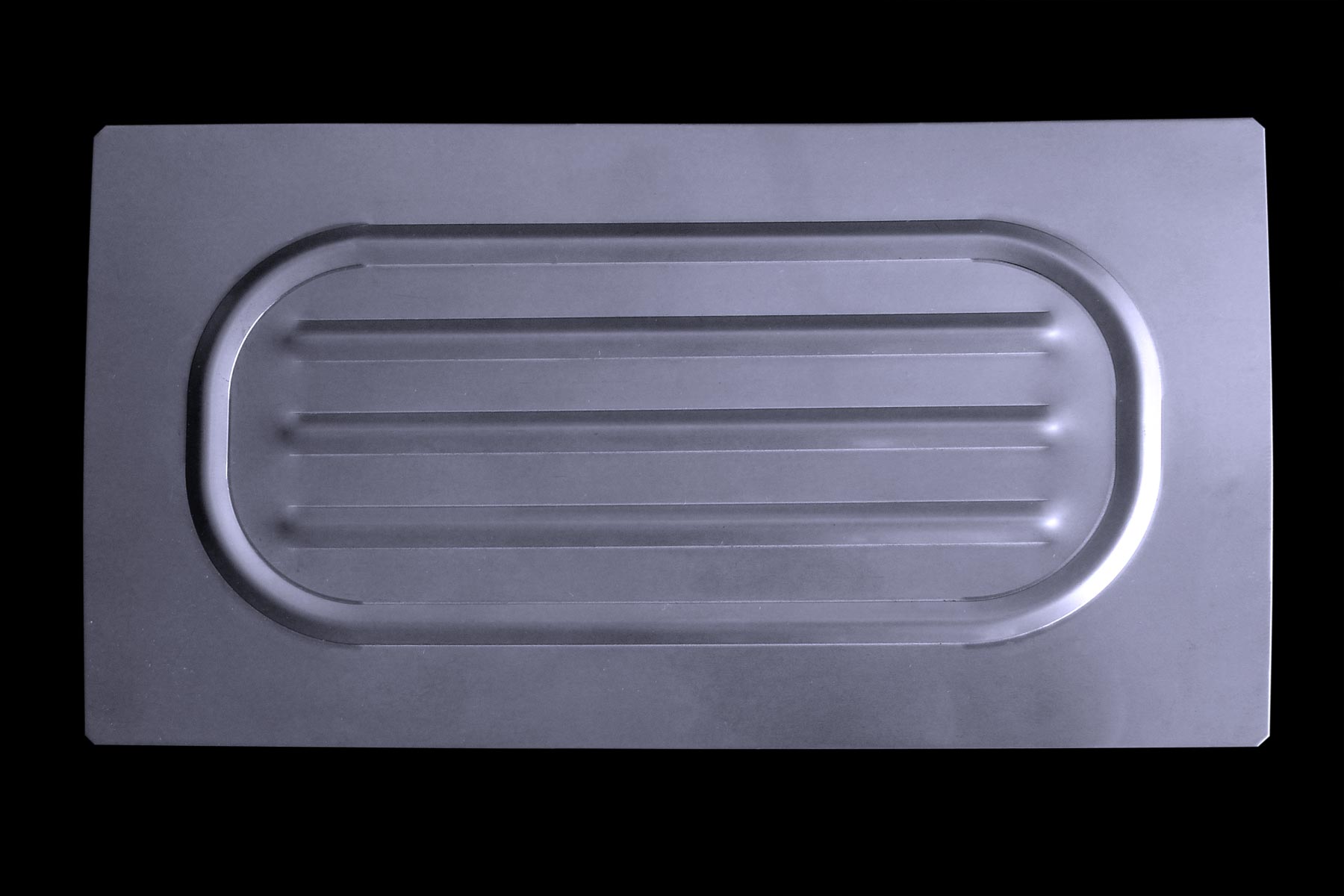 Teil H
Teil H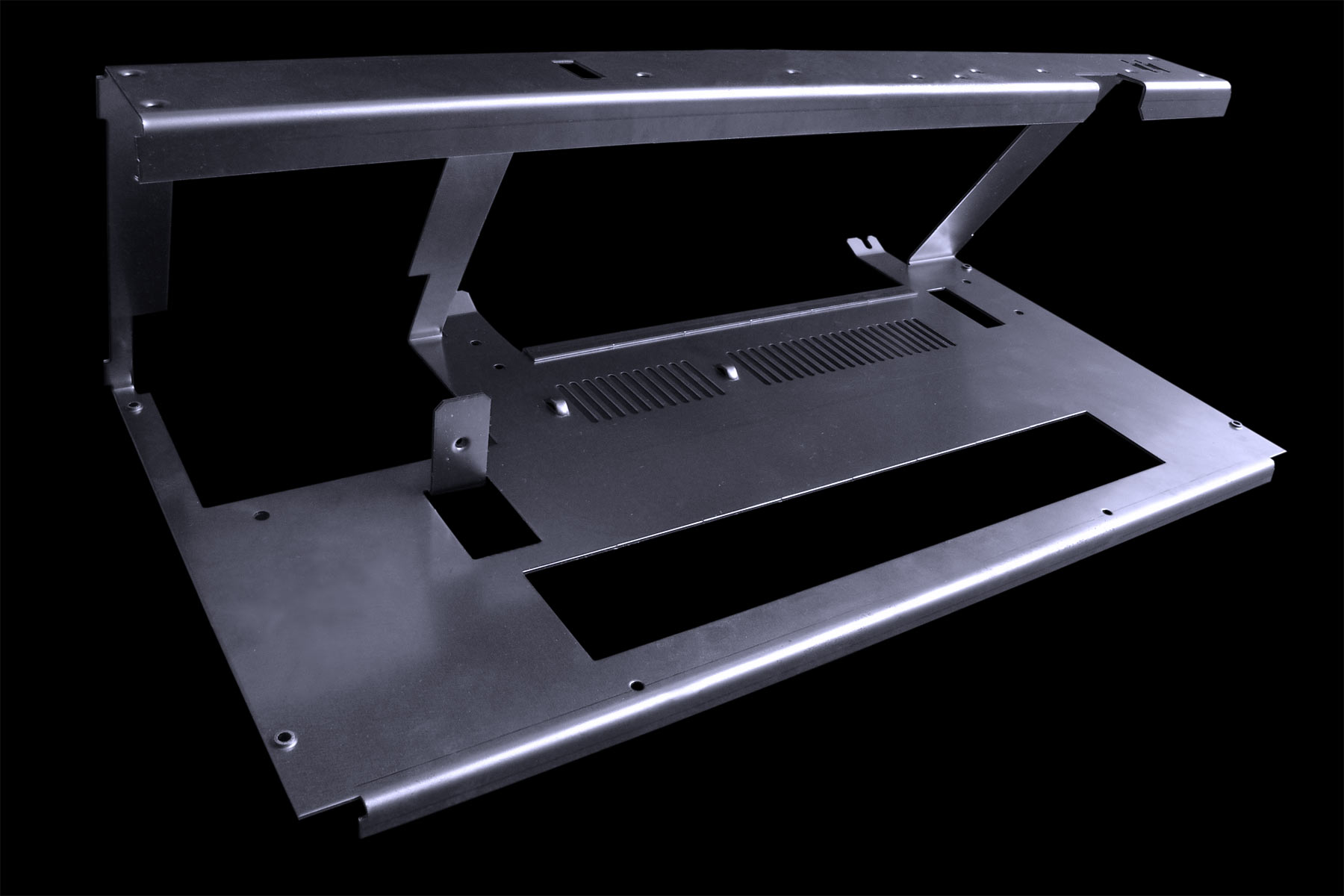 Teil I
Teil I